0.00Грн
Зробити замовленняСіткова технологія AUFRAME
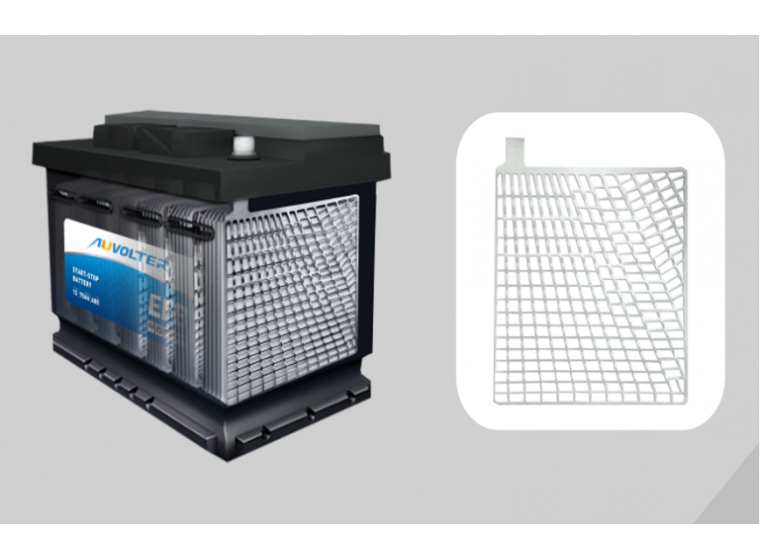
Сіткова технологія AUFRAME
1. Введення
Використання передових процесів виробництва сіток і пластин, таких як безперервне розливання, пряме прокатування (CCDR) і штампування, не призводить до викидів парів свинцю (його робоча температура є нормальним станом і нижче 350°C), а кількість операторів обладнання скорочується до 1/10. Нова технологія виробництва пластин для свинцево-кислотних акумуляторів не забруднює навколишнє середовище та не завдає шкоди оператору, а також забезпечує чистоту виробництва пластин.
2. Чиста технологія виробництва
2.1. Технічний принцип
У технології штампування використовуються спеціальні технології безперервного лиття та прокатки, а також обладнання для виробництва свинцевих смуг. Потім він розширює свинцеві смуги через різне штампувальне обладнання, щоб створити безперервну сітку сітки з характерною структурою сітки. Оскільки безперервну свинцеву смугу виробляють в результаті декількох процесів безперервної прокатки, в процесі виробництва свинцевої смузі утворюється дрібнозерниста структура металу з високою щільністю. У порівнянні з традиційною ливарною сіткою він має чудові механічні властивості і чудову корозійну стійкість. Ми використовуємо цю технологію для більш тонких мереж, що замінюють традиційні ливарні сітки. Виробнича лінія штампування може виробляти тонкі сітки завтовшки 0,6 мм, які можна використовувати для виробництва позитивних і негативних пластин.
2. Економте більше енергії
Виробнича потужність комплекту обладнання для безперервного розливу та прокатки + пробивки сітки еквівалентна приблизно 18 комплектам обладнання для гравітаційного лиття. Це заощаджує понад 50% енергії.
3. Збережіть більше матеріалу
Що стосується сітки автомобільного акумулятора: сітка, виготовлена методом гравітаційного лиття, досягає товщини 1,2 мм, тоді як товщина сітки, виготовленої штампуванням, зазвичай становить менше 0,8 мм, а її вага зменшується на 20-40%.
4. Корозійна стійкість
При однаковому складі сплаву позитивного електрода та товщині сітки корозійна стійкість сітки безперервного штампування краще, ніж у сітки гравітаційного лиття та сітки безперервного лиття та прокатки. CCDR Висока корозійна стійкість була заражена мікроскопічною зернистою структурою сітки, щільністю та дефектами (бульбашки, усадкові отвори, пористість, ливарні тріщини і т.д.).
Корозійна стійкість із широкими свинцевими смугами, виготовленими штампуванням, тісно пов'язана з умовами виробництва широкої свинцевої смуги. За відповідних умов виробництва широкої свинцевої смуги різко покращується і стає кращим, ніж у сітки, виготовленої за технологією волочіння.
01.07.2022 11:47:06
Перегляди: 269